One of the most important features of high-consumption polymers such as polyethylene (PE) and polypropylene (PP) is their ability to adjust different properties with different additives in the formulation. So, most of the properties of polymers can be changed by adding different fillers. In general, fillers increase stiffness, abrasion resistance, and decrease the shrinkage parameter of manufactured parts with the injection process. Despite the benefits achieved by various additives, some of their disadvantages such as changes in the degree of toughness or problems in the processability. can be also mentioned. In particular, polyolefins such as PE and PP as the most widely used polymers are non-polar in nature and also they are incompatible with most fillers, which are often hydrophilic materials. For this reason, the proper connection between the interface of the fillers and the polymer matrix is weak. However, achieving properties such as the ones in color polymers, conductivity in the polymer material, or flame retardancy ,usually requires the use of suitable fillers in large quantities [1]. For example, to achieve the desired flame retardant properties in polymers, it is necessary to add about 60% by weight of Halogen Free Flame Retardant Fillers (HFFR), including aluminum hydroxide (ATH) or magnesium hydroxide (Mg (OH)). The mechanism of modification of such fillers can be improved by using various methods such as coating the filler surface and thus increasing the adhesion at the interface between the filler and the polymer matrix. Common coatings that are often applied to the surface of fillers; Common coatings that are often applied to the surface of fillers; Contains hydroxyl groups such as stearic acid and other suitable organic substances[2].
Figure 1. Application of Filler Compounds in HFFR Products.
The advantages of using these solutions include improving the dispersion of the filler in the polymer matrix, which in turn improves the mechanical properties, increases the chain mobility, and also reduces the viscosity of the molten polymer during the polymer blending process. Hydrophobic polyolefins usually are non-polar but they will be hydrophilic by applying copolymerization processes or reactive extrusions [3]. In the presence of compatibilizer, a stable bond is made between the filler and the polymer matrix. Small molecules, such as stearic acid, are too small to have entangled with polymer chains. But they are quite able to reduce the interfacial stress at the interface between the polymer and the filler. However, these materials cannot be very effective as a coupling agent/compatibilizer in all polymer blends [4]. It should be noted that various polymer coupling agent/compatibilizer have been used in scientific papers and industrial applications contating polypropylene functionalized with acrylic acid (PP-g-MA), functionalized Polyethylene with maleic anhydride (PE-g-MA), functionalized polypropylene with maleic anhydride (PP-g-MA) and also the ethylene-propylene rubber grafted maleic anhydride (EPR-g-MAH).
Figure 2 – Polymer Coating With Flame Retardant Properties In The Outer Layer Of Power Cables.
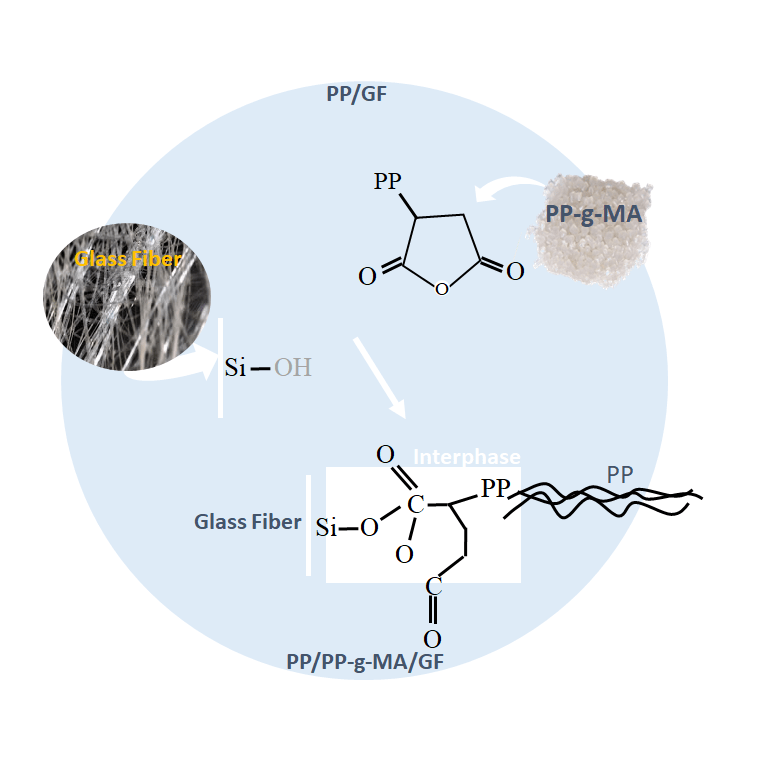
Figure 3. The Mechanism of Compatibilizer In A Polymer Matrix.
Figure (4) – Some Properties of Polymer Flame Retardant Compounds (HFFR).
This paper investigates the effect of polyethylene functionalized by maleic anhydride (PE-g-MA) as a compatibilizer in the PE/HFFR Filler blend to improve the mechanical properties of these blend by increasing the amount of connection between the filler and the polymer matrix.
Figure 5 – Diagram of Changes in The Elastic Modulus and Tensile Modulus Of PE/ HFFR Filler in The Presence Of PE-G-MA as A Compatibilizer At A Rate Of 10% By Weight [5].
As shown in Figure (5), the presence of the flame retardant filler, FR Filler, increases the elastic modulus (Young’s modulus) and decreases the tensile strength of the compound. Obviously, these changes are due to the presence of a polar filler increases the stiffness of the polymer compound and consequently, the amount of its elastic modulus increases significantly. It is also observed that the use of a suitable compatibilizer in the PE/Mg (OH) polymer blend has significantly increased the amount of elastic modulus and at the same time the tensile modulus has been relatively increased. The reason for the significant improvement in the mechanical properties of the desired mixtures is due to the creation of interfacial interaction (at the interfacial boundary) of the two phases in the mixture, namely HFFR Filler particles in the PE polymer matrix. The presence of the coupling agent in this mixture, in addition to helping the homogeneous and uniform distribution of filler particles during the extrusion process, also prevents the agglomeration of the particles after the compounding process.
Figure 6 – Diagram Of Elongation At Break And Impact Resistance Of Blend Compatibilized With PE-G-MA And Non- Compatibilized Compound [6].
As shown in Figure (6), the use of PE-g-MA as a coupling agent increases the amount of elongation at break and also significantly increases the impact strength. The reason for improving the mechanical properties, as described earlier, is due to the improved dispersion of magnesium hydroxide particles as a flame retardant additive in the polymer matrix (which in this case is the blend of polyethylene).
Aria Polymer Pishgam Company has presented its coupling agent product based on functionalized linear low density polyethylene (LLDPE-g-MA), especially for use in HFFR compounds. For more information about this product and other related products, please contact the business unit of Aria Polymer Company.
As an engineering polymer, polycarbonate (PC) is the hardest transparent material used in a wide range of polymer industries. This polymer can be used in various processes equipment such as injection molding and extrusion. In addition to transparency and according to polarity of PC, it also shows good paintability properties. The most important properties of polycarbonate are high chemical resistance, high impact and scratch resistance, high weather resistance, self-extinguishing and non-flammability, etc. Compared to polyolefins, these distinctive properties of polycarbonate have made this polymer a good candidate in various industries such as transportation, construction, production of safety glass, production of various electronic components and computer hardware equipment and compact discs, etc.
Figure (1) – High transparency of polycarbonate as another benefit in the production of different types.
One of the main problems of polycarbonate is its low impact strength, especially in recycled grades; Because in the industry, due to the high price of this polymer, there is usually a greater tendency to use its recycled grade, and due to the low mechanical properties of such grades, the need to use suitable impact modifiers are necessary. However, in some special grades, PC has a good impact strength, which often has a low melt flow index (MFI), and as a result, due to the high viscosity of the melt, these grades are not suitable for the production of some polymer parts, especially in injection process. The most suitable method used to improve the impact strength of polycarbonate is to use impact modifiers with a core-shell structure for this polymer. Impact modifiers can include modified polymers and some suitable additives. It is worth mentioning that in some references, special chemical and polymerization processes are used in order to produce transparent polycarbonate with high impact strength.
Figure (2) – Some applications of polycarbonate in various industries.
If the desired mechanism to improve the impact properties of polycarbonate is done with elastomers or rubber toughening method, the dispersion of the droplets (dispersed phase) in the polymer matrix, should follow the pattern of the matrix-dispersed as shown in the figure below.
Figure (3) –homogeneous distribution of impact-modified particles dispersed in the polycarbonate matrix.
Figure (4) – Impact transfer mechanism of polycarbonate containing impact modifier.
Figure (5) – TEM images related to the dispersion of impact modifier particles in the PC matrix.
a) Sample modified with 5% impact modifier. b, c) Injected specimen containing 5% impact modifier.
As shown in Figure (5), the samples compounded by means of a double screw extruder has had a more uniform mixing and distribution than the ones produced by injection machine, and of course sample C has higher rheological and mechanical properties.
An analysis on properties of polycarbonate samples with different impact modifiers:
PC containing different amounts of impact modifiers from 1 to 11% and also at different temperatures such as -25℃ and -50 ℃ has been studied in order to evaluate the effect of impact modifiers at different loading level in low or high temperature range.
Figure (6) – Investigation the effect of different impact modifiers (type A and B) at difference loading levels.
In the figure 6, the impact modification of polycarbonate using impact modifiers in different ratios and temperatures is investigated. As it is shown, at low temperatures (negative or zero temp), the impact strength of polycarbonate is weak, while at high temperatures (positive temp), its impact is higher. Increasing the percentage of impact modifier has a positive effect on PC impact strength. This point is important from the perspective that achieving the desired percentage of impact strength occurs at optimal value, and after this point the impact strength increases significantly.
Aria Polymer Pishgam Company has presented its impact modifier product based on functionalized thermoplastic elastomers, especially for use in recycled polycarbonates. The impact properties of recycled polycarbonate using Aria couple 1947 as an impact modifiers is examined in the following diagram.
For more information about this product and other related products, please contact the Sales Department of Aria Polymer Company.
In the first part of the series, we got acquainted with ordinary polymer fibers; then, in the second part, we examined high-performance polymer fibers. In the third and final part, we introduce the methods of producing polymer fibers.
Properties required for fiber-forming polymers
Despite the wide range of natural and synthetic polymers, only a few can be used as useful fibers. This is because a polymer must meet certain requirements before it can be successfully and efficiently converted into a fibrous product. Some of these important requirements are:
It must have long, linear and flexible chains.
Side groups of its chains should be polar and small in size.
It must be soluble in a common organic solvent or can be melted for extrusion.
Chains must be able to orient or crystallize under tensile and shear flow conditions during the extrusion process.
Molecular weight of it must be high enough to achieve proper mechanical and thermal stability, and at the same time low enough to dissolve or melt in extrusion process.
Suitable polymers for fiber production can be converted into fibers by melt spinning, solution spinning, gel spinning, liquid crystal and dispersion spinning. [1, 2]
In the following, we will examine each of these methods.
Methods of producing polymer fibers
1) Melt Spinning
This method is commonly used to make fibers from polyolefin, nylon and polyester. The melt spinning process involves melting and extruding the polymer through a spinneret (i.e., a die with capillary holes), followed by cooling and solidifying it to form filaments. The polymer used is usually in the form of granules or dry pellets. First, the material enters the extruder through a hopper. The extruder melts and transfers it to a metering pump which delivers molten polymer into the spinning chamber at a very controlled speed, then the polymer is pushed into the holes in the spinneret and passes through them into a filament. These filaments pass through a cooling chamber to solidify. The amount of cooling and solidification in cooling chamber is usually controlled by passage of air. In some cases, heated cells and liquid baths may also be used. During the solidification process, a take-up device is used to draw filaments and turn them into small diameters. In order to improve the physical structure and mechanical properties of resulting fibers, they are often transferred directly to tensile process.
Important and influential parameters in this process are:
Shape of the hole, the dimensions and the number of spinneret
Extrusion temperature
Flow rate of the mass within each hole of spinneret
Speed of drawing
Length of spinning path
Cooling conditions
During spinning, these parameters must be carefully controlled to obtain the desired structure and characteristics for fibers. To understand how to control these parameters, we need to analyze the engineering of melt spinning process, which includes molten polymer flow, balance of forces and energies, and growth of molecular orientation and crystal structure. The great advantage of melt spinning is no requirement to treatment step, as no solvent is used. Another one is its very high production speed, which varies from a few hundred meters per minute to several thousand meters per minute. [1]
Figure 1. Schematic of melt spinning process
2) Solution Spinning
This method is used to produce fiber from polymers that do not form a stable melt, but can be dissolved in solvents. The two most important methods of spinning solution are dry and wet spinning. Dry spinning is commonly used for polymers that are soluble in volatile solvents, and wet spinning is often used for polymers that dissolve in non-volatile solvents or unstable heat.
2- a) Dry Spinning
Here, the solution is transferred to filament by a metering pump with controlled speed. Often for solvent recovery, filaments are placed in an enclosed drying tower. After leaving filaments, polymer solution comes in contact with a stream of hot inert gas (usually air) and the solvent evaporates. Hot gas carries all or most of solvent evaporated from solution and exits drying tower. During this process, polymer concentration in filaments increases and they become solid. Dry spinning (800-100 m / min) is faster than wet spinning and slower than melt spinning. Examples of products are dry-spinning, polyacrylic nitrile, polyvinyl chloride and cellulose acetate fibers. The solvents used in this method usually have a boiling point and low evaporation heat. Solvents should also be easily recoverable, non-toxic and non-explosive in terms of stable heat. Examples of these solvents include alcohols, acetone, ether, and tetrahydrofuran. For efficient evaporation and recovery of solvent, the drying gas is often heated (the inlet gas temperature varies from 100 to 250°C depending on the nature of polymer and solvent). If possible, concentrated polymer solutions are preferred to reduce the amount of solvent used. The range of polymer concentrations in dry spinning is usually between 15 and 40%. Figure 2 shows a schematic of this process. [1]
Figure 2. Schematic of dry spinning process
2-b) Wet Spinning
Figure 3 shows the process of wet spinning. First, spinneret is placed in a spinning bath that contains an anti-solvent (a liquid that is soluble in a polymer solution but cannot dissolve the polymer). During spinning, polymer solution is extruded from spinneret into the bath and is deposited to form solid filaments. Then, the solvent in solution is removed by anti-diffusion mechanism. There are many different designs of wet spinning systems; Spinning baths can be placed horizontally or vertically. In a vertical spinning bath, filaments can move up or down. In addition to the spinning bath shown in Figure 3, more coagulation baths may be needed to remove the solvent, and sometimes the next steps of production (e.g., traction, washing, drying, heat regulation) with the process. Tricyclic is combined. Wet spinning is often used to process polyacrylonitrile fibers, polyvinyl chloride, polyvinyl alcohol and cellulose. The concentration of polymer used in wet spraying varies from 5 to 30%, which is usually lower than dry spray. Compared to spinning and dry spinning molds, the spinning process has a much lower spinning speed (from 50 to 300 meters per minute). This is mainly because the filaments in the liquid baths withstand much greater tensile forces. [1]
Figure 3. Schematic of wet spinning process
3) Gel Spinning
Gel spinning, also known as dry-wet spinning, can be used to produce high-performance polymer fibers. There are several forms of this process. First, polymer solution is pumped into spinneret, which is located above the spinning bath, to create a short air gap. Extruded filaments pass through the air gap, which is similar to a dry spinning process, and then, like wet spinning, go into a spinning bath. This process allows the formation of gel filaments by reversible thermal coagulation. They have sufficient mechanical stability and are transferred into the oven to be stretched into high-performance fibers.
In melt and solution spinning processes, the tensile step is necessary to achieve high molecular orientation and good mechanical properties. However, the stretch in gel spinning process is unique and outstanding. In general, gel filaments still contain large amounts of solvent and form swollen networks that are attached to small crystalline regions (Figure 4). Such gel filaments are usually pulled under high temperature in the oven. Although pulling is also possible after complete removal of solvent, the presence of solvent during extraction can help facilitate movement of polymer chains and lead to a very high molecular orientation in fibers. (Figure 5)
Gel spinning makes it possible to produce high-performance fibers from polymers with flexible chains such as very high molecular weight polyethylene (UHMW-PE). Usually for formation of gel filaments, the concentration of solution is low, for example, 1-2% for UHMW-PE.
Figure 4. Schematic of gel spinning process
Figure 5. Schematic of swollen network structure in a gel filament
4) Liquid Crystal Spinning
High-performance fibers can also be obtained by liquid crystalline polymers. Liquid crystals are highly structured liquids with nematic, cholesteric, esmetic molecular arrangement (Figure 7). Liquid crystallization in polymers may be achieved by dissolving polymer in a solvent, such as lyotropic liquid crystal polymers, or by heating polymer to the top of glass transfer or melting temperature, such as thermotropic liquid crystal polymers. Liquid crystal polymer chains in the form of rods can create high-performance fibers, because these chains can easily be oriented in the longitudinal direction of fiber without bending. Figure 8 shows unusual dependence of viscosity concentration of lyotropic liquid crystal polymer solution. As polymer concentration increases, viscosity increases. However, after concentration reaches a critical value, viscosity decreases rapidly. This is because without regular distribution of chains, at low concentrations, the liquid crystal phase is not formed and polymer solution becomes isotropic. When concentration reaches a critical value, a liquid crystal phase is formed and the alignment of polymer chains reduces the resistance to flow, resulting in lower viscosity. For thermotropic liquid crystal polymers, the molten viscosity of polymer also decreases rapidly at the temperature at which the liquid crystal phase appears. While thermotropic liquid crystals can be converted to fiber by melt spinning, lyotropics can use a gel or wet spinning process, although both lyotropics and thermotropic can be converted into fibers, the most successful liquid crystal fibers in this field are based on lyotropic polymers. A prime example is polyphenyl terephthalate (PPTA) or Kevlar®, first produced in 1972 by DuPont. Kevlar® can be produced in a manner similar to gel spinning (Figure 9). However, unlike UHMW-PE fiber gel, in which low-concentration solutions are used, Kevlar® is spun from concentrated solutions, for example, 20% PPTA in 80% sulfuric acid. In addition, molecular orientation above Kevlar® is obtained directly from liquid crystal phase. [1]
Figure 6. Schematic of high molecular arrangement in a gel spinning fiber
Figure 7. Nematic, cholesteric and esmetic phases of liquid crystals
Figure 8. Viscosity-concentration relationship of lyotropic liquid crystal polymers
5) Dispersion Spinning
Spinning is used to produce fibers from polymers that are not soluble and only melt at very high temperatures. For example, polytetrafluoroethylene (Tm=327°C) cannot be converted to fiber by usual melt or solution spinning. In order to form fibers, fine-grained PTFE particles are dispersed in a polymer aqueous solution (e.g., polyvinyl alcohol) and then fibers are made using dry or wet spinning to create homogeneous dispersion. After spinning process, polyethylene is heated to break down the polymer, and the PTFE particles are deposited on the fibers. [1]
6) Reaction Spinning
Reactive spinning of monomers or prepolymers can be used to form fibers from reactive starting materials. A good example of reactive spinning is the formation of Spandex® fibers that are made using two types of prepolymers: one is flexible macro glycol and the other is rigid diisocyanate. Macro glycol is a long-chain polymer with hydroxyl groups at both ends. This part of Spandex® macro glycol is flexible and responsible for its tensile properties. Diisocyanate is a shorter-chain polymer and isocyanate groups at both ends which is rigid and strong. During fiber formation process, two prepolymers, in solution, are mixed with some additives and transferred to spinneret. After leaving, filamnets are heated with presence of nitrogen and solvent, react with prepolymers, and form solid Spandex® fibers. [1]
Figure 9. Schematic of reactive spinning of Kevlar® fibers
7) Electrospinning
The idea of electrospinning is based on an external electric field that is used for fluids or melted polymer. This field leads to creation of an electric charge on the surface of polymer and overcomes surface tension, resulting in a rapid flow or jet production. This method is only valid for charged polymer solutions or melts with sufficient molecular interactions. In electrospinning, a small drop of loaded solution at the end of a capillary is transformed into a cone. At a critical voltage, as load increases, a stable jet is discharged from tip of the cone. Low molecular weight jet of liquid is broken down into tiny droplets, a phenomenon called electrical spraying, while a polymer solution does not break with sufficient chain overlap and fusion, but so-called flexural instability. This causes a whip-like movement between the tip of capillary and the ground. Figure 10 shows a schematic of the electrospinning process.
Non-woven mats produced in this way have a special surface with high porosity and small pores that typically produces fibers with a nanometer diameter to below the micrometer. It is very difficult to obtain fibers with a diameter range of less than 1000 nm from other common methods. Nanofibers obtained by electrospinning can be used for many applications such as purifiers, membranes, optics, vascular grafts, protective clothing, molecular molds and woven frames.
In this method, properties of fiber depend on uniformity of electric field, viscosity of polymer, strength of the electric field and distance between nozzle and collector. [2]
Figure 10. Schematic of electrospinning
Sources
1. Xiangwu Zhang, Fundamentals of fiber science, DEStech Publications, Inc., 2014
2. S. Eichhorn, J.W. S. Hearle, M. Jaffe, T. Kikutani, Handbook of Textile Fibre Structure, Volume 1: Fundamentals and Manufactured Polymer Fibres, Woodhead Publishing Limited, 2009
3. https://www.ec21.com/product-details/Polyester-Staple-Fiber-Production-Line–8443999.html
In prat 1, we examined the most important and most used polymer fibers, namely polyolefin, polyamide, vinyl, acrylic and polyester fibers. In addition to those items, there are other fibers with less important but important applications known as high performance fibers, ie fibers that in one or more properties such as elasticity, heat resistance, strength and much more. They work exceptionally well and work great. These fibers are commonly known by their brand names. The most important of them are:
Aramids
Thermoplastic Elastomers
Polyvinylidene Chloride (PVCD)
High Molecular Weight Polyethylene (UHMPE)
Zylon®
High Density Polyarylate or Vectran ™
PBI (polybenzimidazole)
1) Aramid Fibers
Aramid fibers, more commonly known as Nomex® and Kevlar® brands, are among the most common high performance fibers. These fibers are divided into two categories: meta-aramids and para-aramids.
Figure 1. Different applications of aramid fibers [10]
1-a) m-Aramids
These fibers are known as the Nomex® brand. Many applications of them are due to their unique combination of flame resistance with thermal and textile properties. The fibers made from these fabrics are inherently flame resistant and do not melt or drip, which is why m-aramid fabrics are widely used in military applications (flight suits and coveralls for combat vehicle and shipboard engineering crews), firefighting, auto racing, and in chemical and petrochemical industries, where is a risk of sudden fires or arcs for workers. m-Aramids and blends with p-aramids used in firefighting apparel, such in turnout gear, station uniforms, hood, gloves, and boots. The turnout gear is a three-component system (an outer shell, a moisture barrier, and a thermal barrier) designed to provide basic thermal protection in flash over conditions and hot environments in addition to maximizing comfort and minimizing the heat stress potential.
Figure 2 – Application of Nomex® fibers in heat-resistant and military clothing [11]
These fibers are also used in hot mix asphalt industry filters to control air pollution. These air purifiers are the preferred air purification system for compliance with pollutants and cost-effectiveness. Filters in this field can be manufactured from various materials such as Teflon®, fiberglass, polyester and polyphenylene sulfide but for asphalt plants, m-aramids due to such determinants as filtration performance, chemical resistance, stress-strain strength, durability, cost and resistance to heat and combustion are most appropriate.
Figure 3. Nomax® filter used in hot mix asphalt industry (HMA) [12]
m-Aramid fabrics are also used for steam iron covers. These materials can withstand temperatures up to 200°C. At lower temperatures (150-160°C ), m-aramid fabrics are more reliable than the lower cost polyester press covers which are still permissible at this temperature range. m-Aramids also have the benefits of abrasion resistance, dimensional stability and very good hydrolysis resistance. m-Aramids in the form of paper or press boards provide an optimum balance of properties for use as electrical insulators in transformers, motors, generators and other electrical equipment. These materials can extend the life of electrical equipment, reduce the frequency of premature failures and protect against accidental electrical stress situations.
1-b) p-Aramids
These fibers are known as Kevlar®. As m-aramids are known for their flame resistance, p-aramids are generally known as the material of choice for bulletproof vests. While p-aramids play an important role in this application, we will try to show their unusual properties, which are suitable for a wide range of other applications.
Armor
Aramid-based armored systems are designed to protect people and equipment from all kinds of threats in civilian and military environments. Bullet and knife are the major threats you face in civilian affairs. Military threats are more widespread and generally deal with higher-speed projectiles such as machine guns, fragments from mortars, grenades and landmines. The design of the optimal protection system must take into account the nature of the threat and therefore the civilian and military systems will necessarily be different. Armored systems are divided into soft and hard categories. Soft armor systems are sets of woven fabrics that are used to make bulletproof vests and soft structures such as liners. Hard or composite armor systems are used in helmets and structures designed to protect vehicles, ships or shelters. These systems are made of multilayer impregnated fabric from a vinyl ester or a phenolic-polyvinyl butyral resin binder. Spall liners, which are fitted inside armored military vehicles and protect against parts caused by high-speed bullets, are a classic example of hard armor.
Protective Apparel
p-Aramid yarns are used in protective apparel in which cut, thermal or abrasion resistance is critical. It includes gloves and sleeves for glass, steel, metal and automotive workers, and other apparel such as aprons jackets. p-Aramid yarn is not affected by burning and unlike competing products made of nylon, polyester and polyethylene. p-Aramid gloves have excellent shear resistance and can significantly reduce the risk of hand and finger injuries in glass and metal displacement operations.
Tire
p-Aramids are very useful as reinforcement agents for radial tire belts because of their high strength and modulus, high temperature durability and optimum strength to weight ratio. Despite these features, the lower cost steel wire is still the preferred tire reinforcement for passenger cars. However, aramid cords have been slowly entering tire applications since their introduction in the mid-1970s, especially in the high performance area where the performance to weight ratio is crucial. Main performance of criteria are speed capability, handling, and comfort. Other factors that increase aramid consumption in automobile and truck tires are ongoing efforts to reduce vehicle weight and reduce rolling resistance to reduce energy consumption. Aramids are also used in aircraft, motorcycle and bicycle tires, where performance features are often more expensive. Regular yarn deniers for tire applications are 1000-3000.
Composite
p-Aramids are widely used in composite materials as matrix reinforcing agents or as hybrid in combination with carbon or glass. The balance of composite properties varies from application to application, but the main need is cost-effective weight loss performance. Glass has a lower strength and modulus and a higher density than aramid or carbon, but because of its low cost, it is most used as reinforcing fibers. Carbon fibers have the highest strength and modulus but the least elongation. Aramid fibers have a combination of high strength and modulus (albeit lower than carbon) with low density and high elongation which results in improved impact resistance. Composite structures are found in many applications, including aerospace component and automotive parts industries, boats, sporting goods, and protruded articles. Aramid combinations are also incorporated in hockey and golf shafts, fishing rods, skis and tennis rackets.
Rope and Cable
p-Aramids have a high strength and modulus, allowing for the design of high-load cargo ships with lighter and smaller systems. Applications in this area include mooring cables for ships, towlines, elevator cables and deep sea cables. Compared to heavy steel wire cables, p-aramid cables provide a strength equivalent to one-fifth the weight and have a close creep rate to steel. Unlike steel, aramid ropes do not corrode in an aquatic environment. Aramid ropes should be designed and handled to minimize their potential for severe internal or external abrasion. [1]
Figure 4. Applications of p-aramids [13]
2) Thermoplastic Elastomer Fibers
Thermoplastic elastomer fibers are usually synthetic fibers with at least 85% by weight of polyurethane segments. In general, these fibers are characterized by high elastic recovery (up to 99%) and high extensibility (up to 500%), which also depends on their exact chemical composition and fabrication method used to produce them. Unlike rubber fibers that are produced as monofilaments, elastomer fibers are relatively thin and are used in the production of modern style and high comfort clothing. Elastomeric fibers were first commercialized in 1930 by DuPont company and marketed under the tradename of Spandex® (or elastane®). Special properties of elastomeric fibers are excellent resistance to oxidation and dry cleaning solvents, good dyeability, excellent retention properties after ultraviolet light, excellent resistance to body oils and avoids
the need for fiber protection during knitting. In a number of elastic textile applications, these features make them materials of choice for elastic textile applications, replacing rubber fibers and creating new markets such as active sportswear, medical textiles and elastic comfort stretch garments.
There are four common types of thermoplastic elastomers that can be used to produce elastomer fibers, namely polyurethanes, polyester copolymers, styrene copolymers and olefins. In general, the mechanical properties of fibers produced from the first types are better than the last types and can be divided into two types of high performance materials: thermoplastic elastomer polyamides (nylon) and elastomeric alloys made of an olefin and rubber resin. Polyamide thermoplastic elastomers have low density, high strain and good abrasion and solvent resistance.
2-a) Polyurethane Fibers
As mentioned, polyurethane fiber (trademarks of Spandex® and Elastane®) is known for its exceptional elasticity. Spandex ® fibers are stronger, lighter, more versatile and durable than rubber. Spandex® is the common brand of these fibers in North America, while elsewhere it is more commonly used than Elastane®. The other two famous brands of these fibers are Lycra® and Elaspan® owned by Invista.
These fibers have a round cross-section which offers good elasticity and elongation. They are highly resistant to degradation by sunlight, perspiration and chlorine, which makes them suitable for different types of active wear and swimwear.
The special elastic property and widespread industrial application of Spandex® fibers is a direct result of the chemical structure of polyurethane, which is a multi-block copolymer composed of alternating soft polyester or polyether and hard polyurethane-urea segments.
Figure 5. Super elasticity of Spandex® [14]
2-b) Styrene Copolymers Elastomeric Fibers
The styrenics are the cheapest thermoplastic elastomers. They are block copolymers with hard polystyrene segments interconnected whit soft segments of a matrix such as polybutadiene, polyisoprene, ethylene-propylene or ethylene-butylene. These elastomers are commercially available from Shell under trademark of Kraton®. The tensile strength of these materials is lower, the elongation is higher than that of styrene butadiene rubber (SBR) or natural rubber, and the weather resistance is the same. The styrenic elastoplastics resists water, alcohols and dilute alkalis and acids. They are soluble in or are swelled by strong acids, chlorinated solvents, esters and ketones. They also have excellent low-temperature flexibility down to -85°C (-120°F).
These fibers are used in the manufacture of optical fibers. [2]
Figure 6. Application of polystyrene fibers in optical fibers [15]
3) Polyvinylidene Chloride (PVCD) Fibers
In PVCD, fiber is a high-chain polymer with at least 80% by weight of vinylidene chloride. Dow Chemical first sold fiber under the Saran® brand. Today, Saran® is a common name for films and fibers made from PVDC. It is produced by a melt spinning vinylidene chloride copolymer in a transparent and very smooth fiber.
These fibers have excellent chemical resistance to many chemicals, including acids, bases, bleaches, oils and most organic solvents (PVDC dissolves in some solvents such as tetrahydrofuran (THF) and cyclohexanone). Saran® does not lose strength when exposed to sunlight and moisture and resists fading, staining and mildew. The fabrics made from this fiber are easily cleaned. Since this fiber is inherently self-extinguishing, it does not need an additive for flame retardant.
Saran® fibers have a very low moisture regain of less than 0.1% and are extremely resistant to ultraviolet light and weather making them a great choice for underwater use and outdoor exposure. Due to its excellent stain and wear resistance, they are used for home and automobile upholstery, window shades and more demanding applications. However, because Saran® is relatively expensive and heavy, most applications are replaced with olefins, acrylic and other high performance fibers. [3]
4) High Molecular Weight Polyethylene (UHMPE) Fibers
UHMPE fibers were developed in 1960, known as Dyneema® (owned by DSM Corporation Netherlands) and Spectra® (owend by Hannibal Corporation USA) trademarks.
Dyneema® is a super strong fiber with maximum strength and minimal weight making it almost unlimited in use. It produced in a proprietary gel spinning process where the fibers are drawn,heated, elongated and cooled. Spinning with stretching results in molecular alignment, high crystallization and low density. It has very long molecular chains that transfer the load more efficiently to the polymer backbone. Compared to other options it is stronger at the same weight or lighter at the same strength.
Characteristics of these Dyneema® as high performance fibers are:
Up to 15 times stronger than steel (by weight)
Up to 40% stronger than aramids (by weight)
Floats on water and resistant to water, moisture, UV and chemicals. [1]
Due to its excellent properties, Dyneema® and Spectra® fibers are one of the main options in the construction of sport ropes. We will discuss this below.
Low creep; creep determines how much the rope stretches during exercise. The longer rope stretches, the weaker it becomes.
Among the high modulus polyethylene fibers, Dyneema® has the lowest creep with long-term preservation.
Resistance totemperature; for use in extreme climatic conditions, we need to have a rope that has minimal changes in strength in different environments.
Dyneema® and Spectra® fibers have continued strength in the temperature range of -150 to 70°C, which is a very strong temperature range that covers most tasks.
Tensile strength; it is the most obvious sign of a good multi-purpose rope that determines how well it holds under loads.
Dyneema® is 15 times stronger than steel (by weight) and can withstand heavy loads.
The weight; these fibers has high strength to weight ratio, which are ideal for climbing, sailing, fishing and many more ropes.
Dyneema® ropes are 15 times stronger than steel in equal weight (they have the highest strength to weight ratio).
Impermeability; being waterproof is important for several reasons, fibers that do not absorb water are more durable. In addition, fibers that do not absorb water do not become heavier when used in wet conditions.
Dyneema® fibers do not absorb water.
Safety; safe rope is very important when lifting or lowering weights. The user must be sure that the gap does not cause damage. Steel cables are the best example of a case that can cause injury to a person who will be in close proximity to the cable during a fall.
Unlike steel cable, Dyneema® rope is completely safe when breaking.
In addition to the advantages mentioned above, Dyneema® is highly resistant to acids, salts, bases and chemicals. It also maintains impatience after bending and bending.
Dyneema® ropes are widely used in marine and fishing affairs. In addition, they are ideal for climbers and arborists. For foresters, loggers, the resistance of Dyneema® fibers to oils and gases, as well as resistance to cutting, make them the ideal choice. For climbers, durability and resistance to cuts are the most important. [5]
Figure 7. Comparison of the strength of Spectra® with other fibers [16]
Figure 8. Comparison of Spectra® density with other fibers [16]
6) Zylon® Fibers
Zylon®, commercial name for PBO fibers (poly (p-phenylene-2,6-benzobisoxazole)), have the highest tensile strength and modulus among the high performance fibers (almost doubles that of p-aramid fiber and shows 100°C higher decomposition temperature than p-aramid fiber.
There are two types of these fibers: AS (as spun) and HM (high modulus). They are easily identifiable with a golden color (darker than Kevlar®).
Figure 9. Zylon® fibers [6]
Zylon® is a trademark for a range of thermosetting liquid crystalline polyoxazole. This synthetic polymer material was invented and developed by SRI International in the 1980s and manufactured by Toyobo.
Special features of that distinguishes it among high performance fibers are:
Excellent strength and modulus
Good flame resistance
Excellent thermal stability
Excellent creep resistance
Good chemical resistance
The application of PBO fibers is very widespread due to the excellent properties already mentioned. PBO fabrics are light weight and flexible, improve comfort and mobility, and are ideal for heat and flame resistant work wear such as firefighters. Motorcycle suits have particular areas, such as the knee and elbow regions, reinforced with PBO fabrics, providing excellent resistance to heat, flame and abrasion. Like aramids, PBO is ideal for ballistic protection fabrics and panels because of its high energy absorption and rapid dissipation of impact by fibrillar morphology. General applications for reinforcement include cases for tires, belts, cords, etc., as well as for optical fibers. [6]
Figure 10. Ultra strength of Zylon® fibers [17]
Figure 11. Comparison of modulus and strength of Zylon® or PBO with other high performance fibers
5) High Strength Polyarylate Fibers or Vectran™
Polyarylate fibers are a family of aromatic polyesters made from the polycondensation of 1-hydroxybenzoic acid and 4-hydroxy naphthalene-2-carboxylic acid. They manufactured under the trademark of Vectran™ owned by Kuraray company Japan, and are the only commercial fibers in the world made from liquid crystal spinning. These fibers have extraordinary strength and rigidity and are five times stronger than steel and ten times stronger than aluminum. Their unique properties include:
High strength and modulus
Excellent creep resistance
High abrasion resistance
Excellent flex/fold characteristics
Minimal moisture absorption
Excellent chemical resistance
Low coefficient of thermal expansion (CTE)
High dielectric strength
Outstanding cut resistance
Excellent property retention at high/low temperatures
Outstanding vibration damping characteristics
High impact resistance
Figure 12. Vectran™ fibers [18]
A unique combination of properties differentiates Vectran™ from other high performance fibers and makes them the material of choice in demanding applications where other fibers fail to meet performance requirements. The remarkable mechanical performance of Vectran™ combined with its unique properties makes it possible to use it for a variety of purposes. Vectran™ used in aerospace, ocean exploration and development, electronic support structures, entertainment and leisure industry, safety materials, industrial applications, ropes and cables, composites, high-pressure protective and inflatable clothing, the recreation and leisure industry, safety materials, industrial applications, ropes and cables, composites, protective apparel and high-pressure inflatables.
Ropes and Cables
Vectarn™ HT has solved many problems in critical marine, military, industrial rope and cable applications. The high strength with excellent creep resistance allows manufacture of high performance ropes that are stable to extended loads. Superior abrasion resistance, excellent moisture resistance, and exceptional property retention over broad ranges of temperature and chemical environments, provide solutions to industrial wear and degradation problems experienced with existing fiber products. They are a prominent candidate for the replacement of steel structures and stainless steel.
Vectarn™ UM is a high-modulus and low elongation alternative for applications requiring high stiffness, such as reinforcement of composites or electromechanical cables.
Recreation and Leisure
Vectarn™ is a great option for recreation and entertainment such as sailcloth, reinforced hulls, fishing poles and lines, golf clubs, bicycle forks, skis, bowstrings, tennis rackets, snowboards, and paragliders. Performance is critical in many specialty sporting goods applications. Of particular importance are the unique vibration damping characteristics of Vectran™ fiber combined with high strength, minimal moisture absorption and excellent flex/fold/abrasion/impact resistance.
Aerospace and Military
The first use of Vectarn™ fibers was for specialized military applications. The unique properties of this high performance fiber meet many of today’s needs in the military and aerospace fields. The airbags above made with Vectran™ fiber successfully cushioned the Mars Pathfinder, Spirit, and Opportunity landings on the surface of Mars.
Industrial Applications
These fibers provide unique solutions for industrial applications. Stability to most chemicals allows for the production of chemical resistant packaging and gaskets. Protective apparel users, such as gloves and workwear, benefit from excellent cut and stab resistance, high temperature resistance, outstanding flex/fold resistance, and durability to multiple wash/dry cycles even in the presence of bleach.
For example, the meat processing industry suffers from the highest incidence of hand cuts and abdominal stabs. Because of the high cost of safety apparel and the high costs of injuries, meat processing companies are sensitive to cost/performance of safety workwear. Aramid fibers have low resistance to bleach and HMPE fibers are sensitive to high temperature with drying. Therefore, the cost/performance ratio of safetywear improves when garments are able to withstand bleaching and are durable enough to withstand various washing and drying cycles without losing strength or shape due to shrinkage.
Specialized electronic applications
Vectarn ™ HT fiber is an excellent candidate for printed circuit boards, optical fiber components and conductor reinforcements. High dielectric strength coupled with high temperature resistance and excellent moisture resistance provide a new level of electrical efficiency in preventing current leakage. This combination, together with excellent dimensional stability and low coefficient of thermal expansion (CTE), provides unique fibers for specialized electronic applications. [7]
Figure 13. Comparison of strength of vectran™ at high temperatures with aramid fibers [7]
Figure 14. Comparison of strength of vectran™ at low temperatures with aramid fibers [7]
7) PBI Fibers
Polybenzimidazole (PBI) fibers are a class of extremely heat-resistant synthetic fibers made up of fully aromatic polyamids; its constituent is a long-chain aromatic polymer with imidazole groups as one of the major segments in polymer backbone. PBI is made from an aromatic tetramine and an aromatic dicarboxylic acid or a derivative thereof. The resin is then transformed into a fiber through a dry spinning process using dimethyl acetamide as a solvent. PBI fibers are relatively expensive and difficult to manufacture, but have some of the best properties of fibers. Due to its fully aromatic structure, PBI has a very high glass transition temperature (425°C/800°F) and doesn’t have melting point. Its heat deflection temperature at 264 psi (1.8 MPa) is 815°F (435°C). It also has excellent thermal and chemical resistance, including resistance to alcohols, hydrocarbons, chlorinated solvents, hydrogen sulfide, weak acids and bases, and many others. Its decomposition temperature is above 1300°F (>700°C), making PBI fibers suitable for a wide range of high temperature applications. It is flexible, has low tenacity and moisture recovery, does not burn or melt and has outstanding strength to weight ratio.
The only commercial PBI fiber is poly (2,2-m-polyphenylene-5,5-bibenzimidazole). Hoechst Celanese was the first to produce PBI articles under the trade name Celazole® (U-series) which was quickly followed by PBI-Polyaryleneketone blends (T-series). Today, the only manufacturer of these fibers is PBI Performance Products. The fiber and products made from it are also sold by Bally Ribbon Mills. [8]
The following is a summary of the history of PBI fiber application:
In 1969, the US Air Force selected polybenzimidazole for its excellent thermal protection performance after a 1967 fire abroad the Apollo 1 spacecraft killed three astronauts.
In the 1970s, NASA continued to use the PBI as part of astronauts’ clothing in Apollo, Sky Lab, and numerous space shuttle flights.
In 1980s, PBI was introduced to the fire service. The golden PBI fabric, consisting of 40% PBI / 60% p-aramid, was born. Previously, a combination of Nomex®, leather, and Kevlar® materials were used in the US.
In 2001, following the September 11 terrorist attacks, many of 343 firefighters killed were identified only by TenCate PBI Turnout Gear. [9]
Fibers are part of our daily lives. Reflecting on their surroundings can understand their full impact on society, from everyday uses such as clothing and carpets to artificial grass, fiber-reinforced composites in sporting goods (rackets, golf clubs, etc.), boats, civil engineering, aerospace and military applications such as aircraft and rocket.
There are many different types of fibers; most of them have diameters greater than one micrometer, and they can be divided into polymer fibers and non-polymer fibers. Polymer fibers include synthetic polymer fibers and natural polymer fibers. Synthetic polymer fibers are made from polymers synthesized from raw materials, such as petroleum-based chemicals or petrochemicals. Generally, synthetic polymer fibers are created by forcing, usually through extrusion, polymers through small holes (called spinnerets) into air or other mediums to form filaments. Natural polymer fibers include those produced by plants and animals. They are typically biodegradable and can be classified as natural cellulose fibers and natural protein fibers. Non-polymer fibers are those that are not made from polymers, and include carbon, glass, ceramic, metal, and composite fibers, etc. [1]
Figure 1. Global fiber production (FY2013 Fiber Handbook) [6]
We first define some terms commonly used in the field of fibrous materials. We should add that some of these definitions are expanded upon later in here . However, before one can define the term fiber, one needs to define the most important attribute of the fiber that serves to define a fiber, namely the fiber aspect ratio. The aspect ratio of a fiber is the ratio of its length to diameter (or thickness). A fiber can be defined as an elongated material having a more or less uniform diameter or thickness less than 250 µm and an aspect ratio greater than a hundred. This is an operational definition of fiber. This geometrical and useful definition of fiber applies to any material, and we can define other common terms related to fibers. These are in alphabetical order:
Aspect ratio: The ratio of length to diameter of a fiber.
Bicomponent fibers: A fiber made by spinning two compositions concurrently in each capillary of the spinneret.
Continuous fibers: Continuous strands of fibers, generally, available as wound fiber spools.
Cord: A relatively thick fibrous product made by twisting together two or more plies of yarn.
Crimp: Waviness along the fiber length. Some natural fibers, e.g. wool, have a natural crimp. In synthetic polymeric fibers crimp can be introduced by passing the filament between rollers having teeth. Crimp can also be introduced by chemical means. This is done by controlling the coagulation of the filament to produce an asymmetrical cross-section.
Denier: A unit of linear density. It is the weight in grams of 9000 m long yarn. This unit is commonly used in the US textile industry.
Filament: Continuous fiber, i.e. fiber with aspect ratio approaching infinity.
Monofilament: A large diameter continuous fiber, generally, with a diameter greater than 100 µm.
Nonwovens: Randomly arranged fibers without making fiber yarns. Nonwovens can be formed by spunbonding, resin bonding, or needle punching. A planar sheet-like fabric is produced from fibers without going through the yarn spinning step. Chemical bonding and/or mechanical interlocking is achieved. Fibers (continuous or staple) are dispersed in a fluid (i.e. a liquid or air) and laid in a sheet-like planar form on a support and then chemically bonded or mechanically interlocked.
Spinneret: A vessel with numerous shaped holes at the bottom through which a material in molten state is forced out in the form of fine filaments or threads.
Spunbonding: Process of producing a bond between nonwoven fibers by heating the fibers to near their melting point.
Staple fiber: Fibers having short, discrete lengths (10-400 mm long) that can be spun into a yarn are called staple fibers.
Tenacity: A measure of fiber strength that is commonly used in the textile industry. Commonly, the units are gram-force per denier, gram-force per tex, or newtons per tex. It is a specific strength unit, i.e. there is a factor of density involved. Thus, although the tensile strength of glass fiber is more than double that of nylon fiber, both glass and nylon fiber have a tenacity of about 6 g/den. This is because the density of glass is about twice that of nylon.
Tex: A unit of linear density. It is the weight in grams of 1000 m of yarn. Tex is commonly used in Europe. [2]
A wide range of polymers can be transformed into fibers (we will address this in later articles). These fibers have many important applications that make them simple to use in everyday and everyday applications to various industries and sophisticated and high-tech applications. The most important of these fibers are polyester, polyamide or nylon, polyolefin, acrylic, aramid and vinyl.
Polymer fibers are classified according to their performance into conventional and high performance fibers. In this article, we look at ordinary performance fibers and in the following article we look at high performance fibers.
1) Polyester Fibers
Polyester fibers, which mainly consist of polyethylene terephthalate (PET), make up a large volume of the world’s synthetic fiber industry products and somehow dominate the industry. These fibers are inexpensive and are easily obtained from petrochemical sources and have a good range of physical properties. They are durable, lightweight, easily paintable and resistant to wrinkles and have excellent washability. These fibers are used in both continuous and discrete fashion in textile and furniture fabrics, carpets, tires, car seat belts, filters, tents, sails and more.
Although the dominant polymer in these fibers is PET, other polyesters also have their place. Polybutylene terephthalate (PBT) and more recently polyethylene terephthalate (PTT) are used in carpet fibers due to their superior fiber resistance. [3]
Figure 2. Polyester fibers [7]
Dacron was the first polyester introduced in 1953. It is a long chain polymer composed of 85% by weight an ester of dihydric alcohol and terephtalic acid.
Figure 3. Various applications of polyester fibers [8]
Figure 4. Application of polyester fibers in geotextile fabrics to reinforce the road bed [9]
Figure 5. Application of polyester fibers in fabric structures [10]
2) Polyamide or Nylon Fibers
Due to their properties, these fibers are widely used in many fields and industries, especially the textile industry. We deal with each of these areas separately.
A) textiles
Nylon fibers have properties that make them one of the most popular synthetic fibers. These include high strength as a textile fiber; abrasion, luster, chemicals and oils resistance, water washability, dyeability in a wide range of colors, good elasticity and resilience, smooth, soft, long-lasting fabrics of filament yarns. Because of these properties of nylon fibers are widely used in clothing such as knitwear, socks, underwear, raincoat, ski clothing, windsurfing, swimming and cycling clothing, as well as for home furnishings such as furniture, Upholstery, rugs and curtains are used. A combination of excellent abrasion resistance, appearance and economic agents puts polyamide fibers in a great position in the carpet fibers market and it can be expected that these nylons will still be the most used fibers for carpets.
Figure 6. Carpet made of nylon fibers [11]
B) Industrial Applications
Excellent mechanical properties, fatigue resistance and good tensile strength are the reasons for the superiority of polyamide fibers for industrial applications and for use in truck and aircraft tires. Other uses of these fibers are upholstery fabrics, seat belts, parachutes, ropes, fishing line, nets, sleeping bags, tarpaulins, tents. In addition, high strength, toughness and wear resistance are key factors in the choice of polyamide fibers for a wide range of military applications.
C) Nonwovens
Nylon, like polyester fibers (PET), has a high melting point that works well at high temperatures. Nylon fiber is more sensitive to water than PET. In some cases it is used as a blend fiber because it has excellent tear strength. Overall, the resiliency and wrinkle recovery of a non-woven nylon product is not as good as PET fiber. Because of its toughness, nylon fibers are suitable for flooring.
Also used in Ni-H and Ni-Cd batteries as separators, synthetic suede, thermal insulation, special paper, automotive products, sportswear and conveyor belts.
Figure 7. Nylon fibers [12]
3) Polyolefin Fibers (Polyethylene and Polypropylene)
With the exception of carbon, glass, metal and ceramic fibers, most natural or synthetic fibers in general commercial use are organic structures with a carbon-carbon chain backbone. Basically polyolefin polymers have high molecular mass, aliphatic and saturated hydrocarbons, some of which can be easily fused.
A typical polyolefin fiber density range is from 0.90 to 0.96 gr/cm3 and shows extremely low moisture regain. Polyolefin fibers, thus, are suitable choices for applications requiring aquatic buoyancy and negligible moisture regain, such as mooring ropes, oil spill booms, and fishing nets, etc.
Polyolefin fibers have good tensile properties, good abrasion resistance and excellent resistance to chemicals, mildew, micro-organisms, and insects. Polyolefin textile structures show good wicking action, high insulation and are comfortable to the skin, which are significant factors for active sportswear and protective clothing.
Figure 8. Different applications of polypropylene fibers in textile [13]
However, polyolefins have problematic properties for specific applications. For example, due to the low melting point, polyethylene C125-120 ° C and polypropylene C165-160 ° C cannot be used at high temperatures. These fibers are not usable on exterior surfaces; since polyolefins are susceptible to photosynthetic degradation, they have low resistance to dehydration at temperatures above 100 ° C, are difficult to dye and have limited shade of color. The olefins also have high flammability, low resilience, and stress-induced creep.
Use of polyolefin fibers in medical textiles
Polyolefin, PP in particular, exhibits excellent chemical resistance and chemical inertness. These properties are prerequisites for medical and surgical applications. Fibrous structures for medical applications also require a combination of strength, flexibility, and controlled moisture and air permeability. Materials for these applications can be classified into four specialized areas:
non-implantable materials – wound dressing, bandages, plasters, etc.
extracorporeal device – artificial kidney, liver and lung
healthcare/hygiene products – bedding, diaper, surgical gowns, wipes, etc.
Figure 9. Widespread application of polyolefin fibers in medicine [14]
For non-implantable material applications, knitted, woven or nonwoven polyethylene fabrics are used in wound contact areas and wound care products. In some orthopaedic bandages, woven or nonwoven fabrics made of polypropylene fibers are used. Knitted, woven, or nonwoven polypropylene fabrics can serve as reinforcements for plasters.
For implantable applications, non-bioabsorbable sutures are typically made of PP fibers by braiding. Surgery meshes, for example hernia meshes.
Healthcare/hygiene products are mainly based on PP nonwovens. The largest single fiber application for PP is nonwoven fabrics. There are three different types of nonwoven structures of PP for this application: spunbonded (SB), melt-blown (MB) and thermal-bonded carded webs. The latter is mainly used for diaper linings in a similar fashion to SB nonwovens. Disposable diaper and incontinence control applications are the largest single PP nonwoven fabrics market.
Hospital gowns, uniforms, and surgical gowns are mainly disposable because of the high cost of laundering and sterilization. Thus, PP nonwovens are ideal for this application. Many hospital garments are made of SMS PP nonwoven composites, in which the added barrier membranes are incorporated in the middle layer to prevent the passage of blood-borne pathogens or disease-causing microbes [16]. In addition, PP nonwovens are a major component of wipes and beddings used in healthcare facilities. Hollow PP fibers are used in mechanical lungs to remove carbon dioxide from patients’ blood and supply fresh blood.
Use of polyolefin fibers in filtration
A wide variety of industrial processes requires the separation of solids from
liquids (suspension) or gas (aerosol) for purifying products, saving energy raising process efficiency, recovering precious materials, and improving pollution control system, etc. For example, air filters are used for separating suspended solid particles (soot) or liquid droplets (aerosol) in air. Filter media fabric design must be based on the performance properties such as the length of service life, physical and chemical condition of the operation. The design criteria cannot be overemphasized because filter fabric failure during service could result in lost production cost, loss of product,
heavy maintenance cost and added environmental pollution. The fibrous filter media are fabricated in woven, knitted, nonwovens or their combinations to meet the performance criteria. Filtration mechanisms are: interception, inertial deposition, Brownian motion, electrostatic, and gravitational. One of the earliest applications for polyethylene yarns was in the production of industrial filtration fabrics. The range of properties offered by polyethylene is particularly suitable for this application, and PE fiber is being used increasingly for this purpose. The polyethylene yarns are used for industrial filtration fabrics owing to the following features:
The high wet strength of PE fibers and PE fabrics are not weakened during the filtration of water solutions.
The excellent resistance of polyethylene to a wide range of chemicals and solvents used for filtration of industrial liquids.
The high abrasion resistance of polyethylene enables the fabrics to withstand considerable abrasion during filtration.
Polyethylene is particularly good in cake release. Solid particles are built up into cakes between the layers of filters during the filtration of industrial liquids. These cakes are removed perhaps many times a day by opening the filter presses, and it is important that the solid material should come away cleanly and easily from the filter fabric.
The complete resistance of polyethylene to attack by micro-organisms is of great value in many filtration applications, such as the filtration of sewage.
Dimensional stability.
Low cost. [5]
Figure 10. Polyethylene fibers [15]
Figure 11. Polypropylene fibers [16]
4) Acrylic Fibers
Most of the growth in the use of acrylic fibers is due to its replacement with wool. Acrylic has many of the desired properties of wool, yet it is superior in many areas where wool is deficient. Acrylic fibers such as wool are valuable because of their warmth, softness of hand, generous bulk and pile qualities, and ability to recover from stretching. Acrylics, meanwhile, are less expensive, more resistant to abrasion and chemical attack, and more stable toward degradation from light and heat. In addition, acrylics are not attacked by moths and biological agents and show very little of wool’s tendency to felt. [4]
Figure 12. Acrylic fibers [17]
Acrylics, in stiff competition with nylon, polyester and polyolefin, have penetrated only markets where they have a clear advantage in critical properties. For example, acrylics are clearly superior in resistance to sunlight. This makes continuous filament acrylics valuable in outdoor applications, such as convertible tops, tents, and awnings. Pigmented acrylics can be used in applications where maximum resistance to fading and loss of strength is needed. [4]
Figure 13. Application of acrylic fibers in convertible tops [18]
In applications such as awnings that require high flame resistance, modacrylic fibers are used. Acrylics with low comonomer content are highly resistant to chemical attack and thermal degradation. These properties make acrylics suitable for industrial filters and battery separators. [4]
Figure 14. Application of acrylic fibers in awnings [19]
In the general apparel market, acrylic and modacrylic fibers are used as artificial fur or fur-like fabrics. These fibers are made in coarse deniers with special cross sections and surface modifications (e.g., surface inclusions or roughening) to simulate natural animal hairs. Uniform fabrics and silky fabrics are also produced from continuous filament acrylic and modacrylic yarns. [4]
Figure 15. Application of acrylic fibers in a variety of fabrics [20]
Figure 16. Application of acrylic fibers in artificial fur [21]
5) Vinyl Fibers
A) Polyvinyl Alcohol (PVA) or Vinylon Fibers
One of the characteristic properties of PVA fiber is its high affinity to water. Its strength, modulus and toughness are not much different from those of conventional fibers. However, the main weaknesses of vinylon fiber are that it is not thermoplastic and exhibits little elastic recovery, although it is superior in these areas to cotton and rayon.
In the industrial fields, the vinylon spun yarns prepared by the perlok spinning system are used for various purposes such as ropes, fishery materials, industrial sewing threads, bicycle tire cords, hoses (fire hose, braided hose), sheets, industrial heavy fabrics, agricultural materials, etc. The vinylon spun yarns prepared by cotton-spinning systems are used typically in the manufacture of sheets, tents, sporting goods, rubbery soled cloth shoes, coated fabrics with polyvinyl chloride, fertilizer bags, warp yarns of tatami mats, and so on.
The industrial uses of vinylon filament yarn include laver cultivating nets, conveyor belts, radial tire cords, sewing threads for tatami mats, canvas and duck, base cloths, reinforcing fibers, hoses and so on. Its new applications are in the field of civil engineering industry as reinforcing materials (geotextiles). [4]
Figure 17. Vinylon Fibers [22]
B) Polyvinyl Choloride or Vinyon Fibers
The most characteristic property of PVC fiber is its non-flammability, which leads to its many applications. The PVC fiber is thermoplastic, highly resistant to water, and shows insulating properties to electricity and heat. Its disadvantages are its low softening temperature and low tenacity. [4]
18. PVC fiber reinforced hose [23]
Finally, the physical and mechanical properties of polymer fibers are presented in the table below:
Table 1. Physical and Mechanical Properties of Polymer Fibers
Fiber
Density
Tenacity
Modulus
Strain at break
Moisture Retention
Elastic Retention at % Strian
Unit
gr/cm3
gr/denier
gr/denier
%
%
%
Polyethylene (HDPE)
0.95
4.5-8
30
10-20
0
0
Polypropylen
0.9-0.91
2-7.8
50-90
15-50
0
100 at 2%
Acrylic
1.14-1.19
2-3.6
40-75
25-55
1.3-2.5
85-99 at 2%
Polyamide
1.14
4.3-6
16-40
15-40
3.5-5
80-99 at 2%
Polyester
1.38
9
125
25
0.4
100 at 8%
Vinylon
1.28-1.30
4-6.5
25-70
12-26
4.5-5
–
Vinyon
–
2-2.8
15-25
15-23
0
–
Figure 19. Stress-strain diagram of polymer fibers
In the first part of the article Blow Molding and its types of processes were introduced. In other words, blow molding is the forming of a parison, which is embedded in the mold, by blowing air, and is performed by three extrusion, injection and injection stretch.
In the second part, we first discuss the plastics that are suitable for this type of molding, and then discuss the advantages and disadvantages of it.
Choosing the Right Plastic for Blow Molding Process
What features does a plastic need to be suitable for this type of molding?
To answer this question, we first need to know the two concepts of thermoplastic and thermoset. Polymers are divided into thermoplastic and thermosets, based on their type of heat behaviour. Thermoplastics are types that soften, melt, and return to solid state if they are cold (this can be done repeatedly), if they are heated. But in thermosets due to heat, a chemical reaction occurs that causes cross-links between the polymer chains and the hardened material to lose their ability to melt and thus their processability. That is why thermoplastics are used in plastic molding processes, such as blow molding, injection molding, compression molding, and so on. For example, nylon, polycarbonate, polyethylene, polypropylene and polybutylene, are thermoplastic and epoxy, polyimide and alkyd, are thermoset.
Figure 1. thermoplastic and thermoset polymer [4]
Among the large family of thermoplastics, polyolefins, due to their properties, are used in a variety of molding processes, including injection molding, sheet extrusion, coating extrusion, and in particular blow molding. The advantages of polyolefin resins include their processability, toughness and good chemical resistance, light weight and relatively lower price than other plastics. In addition, the basic properties of polyolefins can be converted to a wide range of desired properties. These materials can be extruded with various other polymers. For example, ethylene vinyl alcohol (EVOH) and nylon are used to produce multilayer containers with gas permeability. Polyolefins used in blow molding are LDPE, LLDPE, MDPE, HDPE, ethylene copolymer such as ethylene vinyl acetate (EVA), polypropylene and propylene copolymer. [2]
The major areas of application of polyolefins in the blow molding process are as follows:
Food packaging, detergents, cosmetics and personal care
Vehicle parts, such as fuel tank, oil bottle, air duct and seat
Consumer products, such as toys, home appliances and sports goods
Figure 2. Widespread application of polyolefins in the plastics industry over other plastics [5]
To answer this question, we will examine the concept of grade.
Grade
Plastics are classified by type of application by grade. In fact, grade shows what properties a plastic has and what it’s good for. For example, Table 1 shows the differences between the properties and application of several grades of polyethylene:
Table 1. Difference between properties and applications of somme grades of high density polyethylene [2]
Grade
Property
Application
BL3
High density and stiffness, good ESCR
blow molding; bottles, containers up to 2 L, packaging for pharmaceuticals and surfactants
I4
flows very easy , high density, hardness
injection; lightweight home appliances, disposable parts, complex components
EX3
good toughness, low gel point, good tear strength, good rigidity and adhesion, high molecular weight
film; packaging films and sheets
Figure 3. HDPE granules of blow molding grede [6]
Figure 4. PP granules of blow molding grede [7]
The physical and mechanical properties of some grades of high density polyethylene and polypropylene are also presented in the following two tables.
Table 2. Physical and mechanical properties of different high density polyethylene grades [2]
ISO
1183
1133
179/1eA
527
868
Grade
Process
Density (KJ/m2)
MFI (190°C/5kg), (gr/10min)
Impact strength (KJ/m2)
Yield stress (MPa)
Hardness (Shore D)
BL2
Blow molding
0.944
1.1
11
22
60
EX3
Pipe
0.948
0.22
25
23
62
I4
Injection
0.954
4
3
26
62
EX$
Film
0.956
0.28
–
27
60
Figure 5. Application of different grades of high density polyethylene [8]
Table 3. Physical and mechanical properties of different polypropylene grades [3]
ASTM
D1238
D256
D790
D638
Grade
Process
MFI (230°C/2.16kg), (gr/10min)
Notched Isod impact strength (J/m)
Flexural modulus (MPa
Yield strian (%)
HP432C
Blow molding
0.3
200
1350
34
RP344R
Blow molding
25
55
1100
10
HP500P
Injection
17
30
1550
12
HA701T
Injection
45
28
2050
6
Figure 6. Application of different grades of polypropylene [9]
Advantages and Disadvantages of Blow Molding
Blow molding like other forms of plastic molding, has its own advantages and disadvantages. some of which have been briefly mentioned in the previous article. The following table examines this in more detail:
Table 4. Advantages and disadvantages of blow molding processes [1]
Process
Advantages
Disadvantages
Extrusion
cheaper tools (30-40%)
low efficiency
Extrusion
high production rate
high pinch-off (5-40%), Especially in low volume containers)
Extrusion
produce hollow handle and wide-mouth containers
there is always the possibility of die lines or extrusion lines
Extrusion
coextrusion
trim is necessary to remove the tail
Extrusion
able to control weight
probability of “die swell” phenomenon
Injection &injection stretch
high efficiency (93-98%)
more expensive machinery
Injection &injection stretch
lowest off-fall (normally less than 1%)
limits in production of large volume containers
Injection &injection stretch
better control of wall thickness
the diameter of wide-mouth containers is limited
Injection &injection stretch
no pinch-off
the manufacturer does not have complete control over the temperature profile
Blow molding is one of the most economical and fastest processes of manufacturing plastic products used to produce various types of plastics including polyethylene, polyethylene terephthalate, polyvinyl chloride, polypropylene, polycarbonate, nylon and many more. A wide range of products, contains fuel tanks, bottles, pots and toys, are made using this process.
In simple terms, blow molding is a thermoplastic molding process of parison (molten tube) in which the parison or preform is placed in a mold cavity and pressured air is blown in it to take the shape of the mold. Blow molding processes are divided into three categories: extrusion, injection and injection stretch. Below we explain them.
Extrusion Blow Molding (EBM)
Extrusion is the simplest and most common blow molding process. In this process, the molten plastic first is extruded, then after closing the molds, compressed air is injected through the top, causing it to swell and to form the mold. Finally, after the mold has cooled enough, it opens and the part is removed. The important thing to note here is that before removing the part, the extra parts are removed or so-called polished.
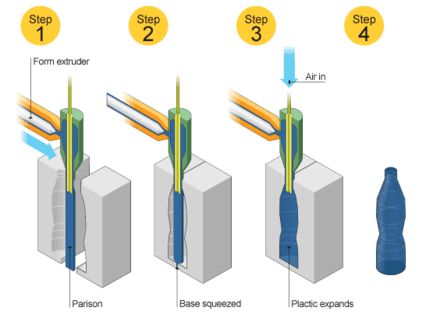
Figure 1. Extrusion blow molding process steps; 1. Molten plastic is extruded into parison 2. Molds are closed over parison 3. Compressed air blown into parison 4. Product is removed [6]
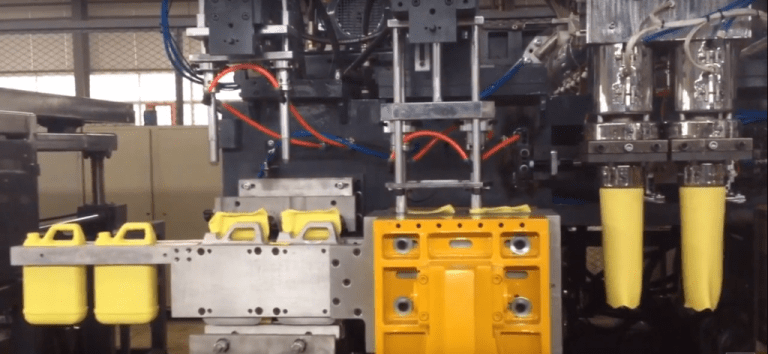
Figure 2. EBM production line [7]
Figure 3. EBM machine [8]
Injection Blow Molding (IBM)
In this process the preformance is first made by the injection molding, placed in another mold, and then compressed air is blown into it, and finally removed. Most thermoplastics can be made by injection molding process. In the early use of this method mainly crystalline polystyrene was used in the packaging of non-prescription headache drugs due to its good transparency. Nowadays, other resins such as polyethylene terephthalate (PET), polyvinyl chloride (PVC), high-density polyethylene, low-density polyethylene, polysulfone, polycarbonate, acetal, nylon, acrylic, polyamide and many more are used to make components by this process. [3]
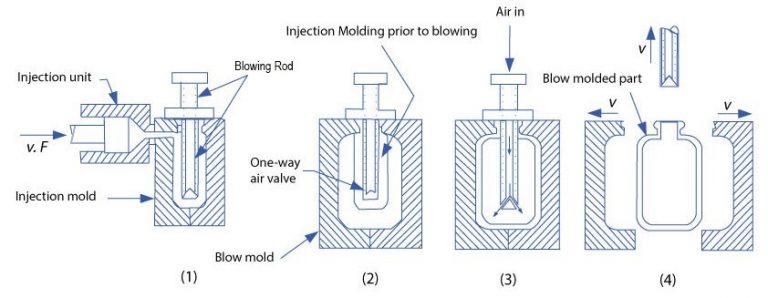
Figure 4. Injection blow molding process steps; 1. Preform is made by injection method 2. Preform is put into the mold 3. Compressed air is blown into preform 4. Product is removed from the mold [9]
Figure 5. IBM machine [10]
Injection Stretch Blow Molding (ISBM)
This process is exactly the same as the injection blow molding process, with the preform being slightly heated and stretched in the longitudinal and radial direction before blowing the air and forming the final piece. In fact, this will stretch and orient the amorphous polymer chains, resulting in a different type of crystallinity. The chains are aligned, and apply a linear arrangement throughout the stress region. This expanded chain, or “stress-induced crystallization”, gives the product mechanical strength. [1]
Figure 6. Injection stretch blow molding process steps; 1. Preform is heated 2. Preform is put into the mold 3. Preform is pulled 4. Compressed air is blown into preform 5, 6. Product is removed from the mold [11]
Injection stretchblow molding was identified by the introduction of non-alcoholic beverage bottles. The thermoplastics used in this process include polyethylene terephthalate (PET), polyvinyl chloride (PVC), acrylonitrile-methyl acrylate copolymer (Barex®), polypropylene, crystalline polystyrene and polyamide (nylon). PET, meanwhile, is characterized by its high transparency, good strength, the ability to apply color additives, the availability and acceptance of the packaging industry (from cosmetics packaging to beverages, pharmaceuticals and so on), has the most use and application. [3]
Figure 7. ISBM machine [12]
Figure 8. ISBM machine (inside view) [12]
The most widely used injection molding and injection stretchmolding processes are in the production of various types of bottles (usually PET), such as detergent, carbonated beverage, sauce, cosmetic, shampoo, pharmaceutical product, personal care, car wax, spice, honey, beer, vinegar, syrup, soft and still mineral water, tea (hot fill), milk, edible oil, fruit juice (with pulps and fibers), and many more. [2]
Figure 9. Types of containers produced by injection and injection stretch processes [2]
The important issue in this regard is acetaldehyde. Acetaldehyde is a natural sweetener found in all citrus fruits and is often used in beverages. It is a by-product of PET production and its importance in the PET industry is related to the production of water bottles. Of course it is harmless to the consumer, but should be kept in a very low level and controlled so that it does not taste. For this reason, in some cases, oriented polypropylene (OPP) is used for production of bottles of water, pharmaceuticals, household cleaners and hot fill beverages (up to 90°C). OPP, unlike PET, does not produce any acetaldehyde. It has significant weaknesses, as compared to PET, such as much weaker impermeability to O2 and CO2 gases, lower stress-strain strength, and a longer injection molding cycle, which increases the cost of production. [1]
Using compatibilizers is a common approach to intensify the effect of reinforcing fillers such as glass fiber in plastic (esp. PE or PP) compounds to improve the properties. But how?
Polypropylene is an important polymer in plastic industry. Recently it has been applied in many applications such as electronic, construction and automotive products due to its proper process characteristics, high chemical stability and electrical insulation. However low mechanical and thermal properties of PP can cause limitation to be used in some applications. Numerous researches have been done to increase the mechanical properties of PP by adding reinforcing fillers. Among the reinforcing materials, glass fiber has an important position to enhance the mechanical strength of PP. This approach can be completed by using compatibilizer in compounds by eliminating the poor interfacial adhesion between components.
But which compatibilizer can be used in PP/GF more effectively? The simple comparison between the common compatibilizers, SEBS-g-MA, POE-g-MA or PP-g-MA, has been reviewed in this article. The impact strength and tensile strength are considered as criteria for mechanical properties.
1.PP-g-MA or SEBS-g-MA?
Based on Fig.1, the opposite effect is resulted by comparing the tensile and impact strength of PP/SGF in different amounts of compatibilizers. The results show that the addition of a PP-g-MA and SEBS-g-MA improves the impact strength with different intense. However the SEBS-g-MA has negative effect on tensile strength of the PP/GF compounds due to the nature of the SEBS as a thermoplastic elastomer. Thus the PP-g-MA in optimum content is more effective than SEBS-g-MA in mechanical strength since it has no rubbery manner and also better compatibility in PP/GF compounds.
Impact strength and tensile strength of PP/SGF compounds by SEBS-g-MA & PP-g-MA (Data from Polypropylene/Short Glass Fibers Composites: Effects of Coupling Agents on Mechanical Properties, Thermal Behaviors, and Morphology by JH Lin, 2015)
2- PP-g-MA or POE-g-MA?
Based on Fig.2, both compatibilizers are effective in enhancing the impact properties. However, unlike the PP-g-MA, POE-g-MA increases the impact strength with drastic reduction in the tensile strength. Similarly, the PP-g-MA in optimum content is more effective than POE-g-MAH with the same reason.
Figure2. Impact strength and tensile strength of PP/SGF compounds by POE-g-MA & PP-g-MA
(Data from Effects of Compatibilizers on Mechanical Properties of Long Glass Fiber-Reinforced Polypropylene by X Fu, 2010)
Therefore, it seems that PP-g-MA is a good option to be applied as compatibilizer or coupling agent in PP/GF compounds. The PP-g-MA is able to make covalent bonds with function groups of GF and also leads to strong interphase due to its compatibility with matrix. Chemical reaction between PP-g-MA and GF is shown in Fig.3. This compatibility at the interphase can absorb the energy and show well impact resistance. Also the resulted interphase improve toughness without sacrificing rigidity and stability of their shape.
Chemical reaction between PP-g-MA and GF
Thus PP/PP-g-MAH/GF can be very useful compounds using in automotive and electronic parts. Aria Polymer company is manufacturer of various compatibilizers applying in engineering plastic such as filled PE or PP compounds like PP/GF. For more information, contact us by ariapolymer.co.

















 Figure 1. Schematic of melt spinning process
Figure 1. Schematic of melt spinning process

















 Figure 9. Zylon® fibers [6]
Figure 9. Zylon® fibers [6] Figure 10. Ultra strength of Zylon® fibers [17]
Figure 10. Ultra strength of Zylon® fibers [17]


























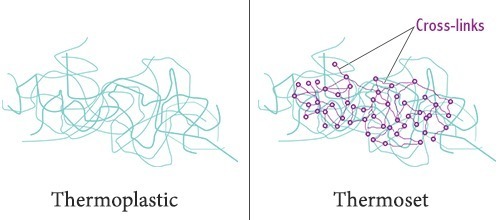 Figure 1. thermoplastic and thermoset polymer [4]
Figure 1. thermoplastic and thermoset polymer [4]