Polyethylene Compatibilizer Effects on Adhesion Strength and Interlayer Separation in 3_Layer Polyethylene Coatings

Polyethylene Compatibilizer Effects on Adhesion Strength and Interlayer Separation in 3_Layer Polyethylene Coatings
In the qualities of three-layer polyethylene coatings, preventing the coating from separating from the pipe.
Every year, billions of dollars are spent on the maintenance, repair, and replacement of oil and gas pipelines around the world. Steel pipes utilized for carrying oil, gas, and water are prone to corrosion due to UV sunlight exposure, mechanical damage, wear and tear, air pollution, and temperature and pressure variations during operation. These problems resulted in the wrapping of these pipelines. Coal tar coatings, asphalt and bitumen coatings, epoxy and liquid epoxy coatings, polyurethane coatings, and three-layer polyethylene and polypropylene coating are some of the coating generations used on steel pipes around the world. Three-layer polyethylene coating have the greatest efficacy in terms of physical and mechanical qualities, as well as cost, of the coatings discussed.
![]() Figure 1: oil and gas transmission pipelines are susceptible to damage [1].
Figure 1: oil and gas transmission pipelines are susceptible to damage [1].
These coatings are made up of three layers: an epoxy primer, an interlayer adhesive, and an exterior polyethylene layer. As described in the last article, each layer has distinct properties that, when combined, improve the coating’s effectiveness. Because of the development of cross-links, the first layer, an epoxy primer, has high adherence to the steel pipe and good resistance to corrosion and oxygen penetration. This layer supplies the pipe with resistance to corrosion. However, in the third (outer) layer, a black polyethylene topcoat layer is utilized as a protective covering for the epoxy layer and pipe to prevent physical and mechanical damage during delivery and installation, as well as being exposed to weather-related issues. This layer is equally important in terms of quality.
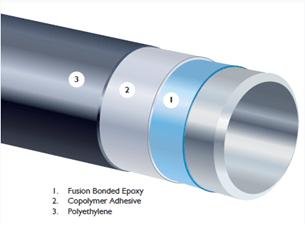 Figure 2: Three-layer polyethylene coating’s structure [2].
Figure 2: Three-layer polyethylene coating’s structure [2].
The phenomenon known as 3-layer coating separation from the steel pipe represents one of the major issues with 3-layer polyethylene coatings.
In this phenomenon, the three-layer coating on the steel pipe ruptures, causing some parts of the pipe to become wrinkled and other areas of the pipe to become exposed to corrosion and damage.
As displayed in the picture below the pipe that contains the coating and is buried underground has been wrinkled on the right side due to variety of circumstances, and some of the pipe’s left side is now exposed to environmental deterioration and has ruptured.
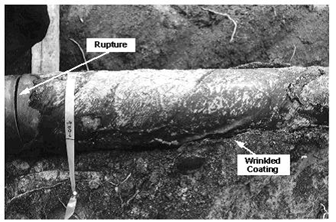 Figure 3: The phenomenon of breaking of the 3-layer polyethylene coating of steel pipe [3].
Figure 3: The phenomenon of breaking of the 3-layer polyethylene coating of steel pipe [3].
There are numerous theories explaining this phenomenon that link coating detachment to a number of elements, the most significant of which are:
- Soil stresses: The pipes that are buried in the soil are subject to stresses from the earth, which gradually accelerates this phenomenon.
- Mechanical stresses: During transit and as the pipe is passed over, there are mechanical impacts that cause these stresses.
- Remaining stresses from the exerting stage: When process parameters, such as epoxy curing conditions (such as temperature and time curing) and the degree of cross-linking, are nonconforming during the exerting coating stage, or when an adhesive and three-layer coating have improper flowability (MFI), stresses from the exerting stage remain on the pipe. This reduces the adhesion between the three layers and the pipe.
- radial tensions: These stresses are brought on by internal residual stresses from the application stage, which mostly affect the pipe’s radial course, as well as expansions and contractions brought on by variations in temperature and pipeline pressure. In the first stage, these stresses generated in the pipe are transferred to the epoxy. This stress is effectively passed from the epoxy to the adhesive and then to the polyethylene layer if there is proper adhesion between the epoxy coating and the outer HDPE layer acting as a mechanical resistant layer. However, if the epoxy coating and outer HDPE layer don’t have the right interfacial properties, the stress that was created at the joint surface of the pipe and epoxy layer can’t be transferred to the outer layer; instead, the high adhesion between the epoxy and pipe gradually decreases, which causes the 3-layer coating to separate from the pipe’s surface. As a result, interlayer adhesives are just as important for maintaining adequate adhesion between coating layers as epoxy coating is for steel pipe adhesion. The peel strength of the adhesive layer is crucial. Compounds known as interlayer adhesives are made up of a variety of different ingredients. They use polyethylene compatibilizers as its primary ingredient. As a result, it has been thought to investigate the impact of using polyethylene compatibilizers as the primary ingredient in the creation of interlayer adhesives.)
Polyethylene compatibilizers, as you may know, are substances in which polar maleic anhydride functional groups are grafted onto the polyethylene chain using specific procedures.
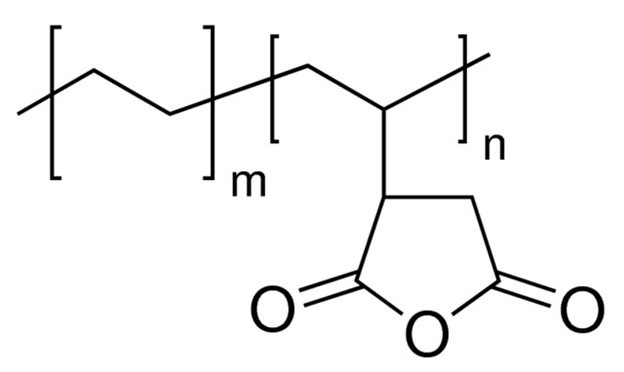 Figure 4: Chemical reaction in the manufacture of polyethylene compatibilizer with maleic anhydride monomer [4].
Figure 4: Chemical reaction in the manufacture of polyethylene compatibilizer with maleic anhydride monomer [4].
The produced compatibilizer can function as a surfactant or glue, allowing it to be linked to additives and polar compounds such as glass fibers, calcium carbonate, talc, iron pipes, wood powder, and other compounds and polar polymers via their maleic anhydride head. With its polyethylene head, it can also be coupled to non-polar polymers such as polyethylene and polypropylene. Because of its dual-sided adhesion capabilities, this compound can be used as a primary component in interlayer adhesives to link the polar epoxy layer and the non-polar polyethylene layer. As a result, the effect of the amount of maleic anhydride as the principal polar component in the interlayer adhesive formulation has been studied.)
For this aim, all components of the adhesive formulation were kept constant except for the polyethylene compatibilizer, and only the influence of the amount of maleic anhydride grafted on the adhesive strength was examined.
As demonstrated in the table below, increasing the amount of grafted maleic anhydride on maleic anhydride chains greatly improves the adhesion strength of the peel test, suggesting the strong influence of this factor on the final product characteristics.
| Sample | MAH% | Peel Strength (N) |
| Aria Adhesive T101 | 0.1 | 295 |
| Aria Adhesive T102 | 0.21 | 457 |
| Aria Adhesive T103 | 0.33 |
675 |
As a result, during a field test with three-layer coatings, an appropriate adhesive is one that has an effect on both the top black polyethylene layer and the bottom epoxy layer.
Author: Farnaz Ramezanian
References
1- http://www.fidecsolution.com/en/project
2- https://www.xiangjiasteel.com/news/show-320.html
3- https://www.aucsc.com/_aucsc%20speaker%20files/Coatings%20Period%2011%20AUCSC%202012%20Jeff%20Didas.pdf
4- https://www.sigmaaldrich.com/NL/en/substance/polypropylenegraftmaleicanhydride1234525722456



{kind=link}